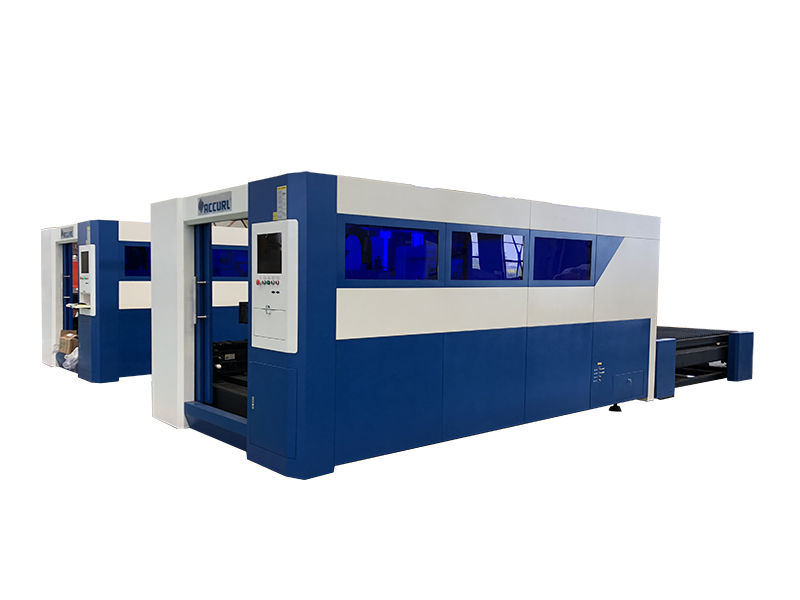
1, A gép főbb jellemzői
A gép állomásból, számítógépes vezérlőrendszerekből, szálas lézervágó fejből, hűtőberendezésekből, tisztességet segítő kiegészítő elemekből áll.
Gépi portálszerkezet, a japán YASKAWA szervomotorok segítségével a fogasléc és a fogaskerék adagolása, nagy pontosság és gyors fordulatszám, kettős meghajtású hajtómű és fogasléces sebességváltó a hagyományos gömbcsavaros sebességváltó helyett, amely a gép üres mozgási sebességét akár 40-50 méter / percig is lehetővé teszi.
Az ágyrács, a géppel hegesztett szerkezet, az öregedéskezelés a hőkezelés, a nagyolás, a kikészítés után, teljesen kiküszöböli a feszültséges hegesztést és a megmunkálást, merev, nagy pontosságú, fenntartható hosszú távú, deformálatlan használat (legalább 20 év).
Az X, Y tengelyeket importálják Japán YASKAWA nagy pontosságú szervomotorok, nagy fordulatszám, nagy nyomaték és nagy tehetetlenség, stabil és tartós. Gondoskodjon a gép nagy sebességéről, nagy pontosságáról és gyorsulásáról.
Speciális vágószoftver, számos lézeres vágásvezérlő modul integrálása, erőteljes, jó ember-gép interfész, egyszerű kezelés. A svájci márka kiváló minőségű Ray Tools márkájú szálas lézervágó fejének választéka, valamint dedikált kapacitív érzékelés, nagy pontosságú érzékelő, érzékeny, a legstabilabb és legmegbízhatóbb teljesítmény.
Vezérlő rendszerek; A számítógéppel vezérelt elektromos asztalfordítás használata teljes munkadarab-vágás stb. A vágás bármely grafikai szerkesztőben és sportrepülőben elvégezhető.
A gép fő részei átveszik az Európa, Japán és Tajvan híres márkáját, annak kínai árát, de az európai gép minőségét.
2, A gép fő műszaki előnye
2.1 Szerszámgép
Ez a gépágy kiskereskedelmi kialakítással, gépi hegesztett szerkezettel, öntött alumíniumból készült gerendákkal az öregedéskezelés után, majd a nagyolással, kikészítéssel teljesen kiküszöböli a feszültséghegesztést és a megmunkálást, a merevséget, a precíziós magasságot, hosszú távon legalább 20 évek nem deformálódtak.
A gépgerendaház az általános alumínium öntvény alkatrészekkel, amelyek csökkenthetik a súlynyalábokat, a jó stabilitás biztosítása érdekében a nagy sebességű működés megfelel a gépnek.
4 tonna tömegű gép, a dinamikus szerkezeti felépítés elvével és a végeselemes módszerrel tervezett variábilis elemzési technika kiváló gépi statikus és dinamikus teljesítménnyel rendelkezik.
| technikai paraméterek | |||
| Padlófelület | Körülbelül 4650 * 2520 mm (a be- és kirakodási terület nélkül) | ||
| Anyag megengedett Maximális vágási terület | 1500 * 3000mm | ||
| Gép bruttó súlya | 4000KG | ||
| Áramellátási követelmények | 380V / 50Hz | Teljhatalom | 20 kW |
| Környezeti Előírások | Hőmérsékleti tartomány: 10-35 ºC Páratartomány: 40-85% 1 000 méterrel a tengerszint felett, a környezet nem gyúlékony, robbanásveszélyes, mágneses, erős földrengések | ||
| Berendezés mozgatja a rendszer paramétereit | |||
| Vágási sebesség, gyorsulás | 0-50m / perc 0-3000mm / s2 | ||
| Légi sebesség, gyorsulás | 0-50m / perc | ||
| Pozicionálás pontossága | <0,03 mm / m | ||
| Meghajtórendszer | Fogadja el a japán YASKAWA szervomotorok hajtását | ||
| Átvitel | Mindegyik nagy pontosságú spirális fogaslécet és fogaskereket használ | ||
| Visszacsatolás és szállításirányító rendszerek | Dedikált szállítási és ellenőrzési rendszer | ||
| Szellőző rendszer | Rögzített alsó szellőzés | ||
| Munkaasztal típusa | Rack Workbench | ||
| Áramkör és védelmi rendszer | Normál kivitel | ||
Fibe lézervágó gépünk fő lézervágási funkciói
| Nem. | Funkció | Leírás |
| 1 | Magasságkövetés | A fáklya felfelé és lefelé mozoghat a lemez magasságának megfelelően |
| 2 | Energia vezérlés | Lézeres teljesítményszabályozás a lejtés szerint |
| 3 | Fordított funkció | Vissza az NC program végrehajtásához |
| 4 | Töréspont visszatérés | Visszatérés a törésponthoz a helyreállítás után |
| 5 | Multi Piercing | Pulzus, robbantás, haladás, nagy sebesség |
| 6 | Mélységmérő | Állítsa be a vezető vonal paraméterét |
| 7 | Automatikus élkeresés | Keresse meg a Vágódarab-koordináták automatikus keresését |
| 8 | Leapforg funkció | Leapforg a vágási hatékonyság javításához |
| 9 | Közös álláspont | Közös álláspont a vágási hatékonyság javítására |
| 10 | Jelölési funkció | Jelölje meg a lemez bármelyik alakját |
A lézervágás vastagsága és sebessége referenciaként (a 800 W-os lézerteljesítmény, az egyéb lézer teljesítmény alapján az adatok kis különbségeket mutatnak)
| Anyag | Vastagság (mm) | Javasolja a vágást Sebesség (mm / perc) | Max. Vágási sebesség (mm / perc) | Teljesítmény (W) | Gázvágás | Gáznyomás (kPa) | Fókusz (mm) | Fúvóka modell | Defókuszálás (mm) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| KISASSZONY | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| KISASSZONY | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| KISASSZONY | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| KISASSZONY | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| KISASSZONY | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| KISASSZONY | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| KISASSZONY | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| KISASSZONY | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| KISASSZONY | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| KISASSZONY | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
Gép durva fogyasztási költségek (a lézeres teljesítményen alapuló 800 W-os gépen alapul, a másik lézer teljesítménynél az adatok kis különbségeket mutatnak)
A> Teljes energiafogyasztás
| Gép alkatrész | Erő (kW) | Energiafogyasztás (kW / óra) | jegyzet |
| Lézer generátor | 5.8 | <= 21 | Az áram ára miatt minden országban más, ezért csak az energiafogyasztást tudom megadni, a teljes árköltséget nem tudnám megadni |
| CNC táblázat | 5.8 | ||
| Hűtőegység | 5 | ||
| Extrakciós szűrő | 4.4 |
B> Gázfogyasztás
| Gáz | Fogyasztás (Perc / palack) | jegyzet | jegyzet |
| O2 | 60 | Alapján számítva 1 mm-es MS lemez | Mivel a gáz ára minden országban eltérő, ezért csak gázfogyasztást tudok megadni, a teljes árköltséget nem tudnám megadni |
| N2 | 15 | Alapján számítva 1 mm-es SS lemez |
C> Kellékanyagok alkatrészei
| Fogyóeszközök | Élet (óra) | Egységár (USD / darab) | Összköltsége (USD / óra) | jegyzet |
| Védőtükör | > = 240 | 43 | 0.18 | Ha a munkakörnyezet jó, akkor fogyóeszközök ” Az élet hosszabb lesz |
| Szórófej | > = 600 | 21.4 | 0.04 | |
| Kerámia gyűrű | > = 1500 | 108 | 0.07 | |
| Teljes | 0,29 USD / óra | |||
Teljes fogyasztás
| Tétel | Erő Fogyasztás | Gázfogyasztás (USD / óra) | Fogyóeszközök | jegyzet |
| O2 | <= 21 kW / óra | 60 (perc / palack) | 0,29 USD / óra | 1 mm MS lemez alapján számítva |
| N2 | <= 21kW / óra | 15 (perc / palack) | 0,29 USD / óra | 1 mm SS lemez alapján számítva |
Lézervágó szoftver (automatikus fészkelő szoftver) bevezetése
A "lézervágó tervező szoftver" lapos vágó tervező szoftverhez van beállítva, amelynek fő célja a képfeldolgozás, a paraméterbeállítások, az egyedi vágási folyamat szerkesztő, a szimuláció, valamint az alapjárati rendezés és feldolgozás
A következő adatbeviteli módot támogatja
6.1) Időbeli támogatás után a DXF, PLT és más grafikus adatformátumok elfogadták a nemzetközi szabvány G kódját Mater Cam, Type3, Wentai szoftver által generált DXF import grafikák, szövegvázlatok Az AutoCAD közvetlen extrakciós rendszer grafikus képadatokat továbbított, szerkesztheti az elrendezést (például zoom, az importált adatok forgatása, igazítása, másolása, kombinálása, sima, összevonási művelet) a törvényesség automatikus ellenőrzéséhez, például: Zárt, egymást átfedő, önmetsző, a grafika észlelése közötti távolság, a vágás típusa (női vágás, Yang vágás) ), valamint a külső kapcsolatok, az interferencia viszony, a vágási minták bevezetésének automatikus kiszámítása, az exportvonal.
6.2) A folyamat az igény szerint szabadon módosítható a kezdő pozíció és a grafikus feldolgozási irány között, miközben a rendszer dinamikusan állítja be a vezető pozíció bevezetését, a fájlimportálás mindig automatikusan optimalizálja a feldolgozási sorrendet, de manuálisan is beállítható a feldolgozási idő csökkentése érdekében, és javítja a feldolgozás hatékonyságát válassza ki a grafikus kimenetet, támogassa bárhol a helyi adatok feldolgozását, különösen hasznos az adagoláshoz, miközben használhatja a vágás funkciót, egy grafikát, amely lokálisan egyedi töréspontot használ, a folyamat haladhat a pálya mentén, visszatekerés, a tapasztalt rugalmasság az egyes folyamatok a grafikus feldolgozás, az alapanyag mérete, az automatikus fészkelés szerint
Kapcsolódó termékek
 fém lézervágó / lézervágó gép ára / rozsdamentes acél lézervágó gép
fém lézervágó / lézervágó gép ára / rozsdamentes acél lézervágó gép Accurl Smartline 3015 sorozatú szálas lézervágó gép
Accurl Smartline 3015 sorozatú szálas lézervágó gép 500w1000w 2000w 3000w szálas lézervágó gép ára USA-ban
500w1000w 2000w 3000w szálas lézervágó gép ára USA-ban 1000w cnc 3015 szálas lézergép rozsdamentes acélból készült, lágyacélból készült alumíniummal
1000w cnc 3015 szálas lézergép rozsdamentes acélból készült, lágyacélból készült alumíniummal rost lézervágó gép ára a 2018. évi kantoni vásáron
rost lézervágó gép ára a 2018. évi kantoni vásáron programozható plazma lézervágó plazma cnc vágógép maxpro 200-zal
programozható plazma lézervágó plazma cnc vágógép maxpro 200-zal rost lézervágó gép, amely réz- és alumínium anyagokat vág
rost lézervágó gép, amely réz- és alumínium anyagokat vág 500w 1000w fémlemez csőszálas lézervágó gép eladó
500w 1000w fémlemez csőszálas lézervágó gép eladó 2018 legújabb plazma gander cnc vágógép portál plazma vágó gyártója az ár
2018 legújabb plazma gander cnc vágógép portál plazma vágó gyártója az ár 420 MPa háromtengelyes tiszta vízsugaras vágógép hab, bőr, műanyag fólia készítéséhez
420 MPa háromtengelyes tiszta vízsugaras vágógép hab, bőr, műanyag fólia készítéséhez